




























































Čo je dobré vedieť pred kúpou zváračky
Obsah článku
- Podľa čoho vyberať zváračku - základný návod
- Sprievodca názvov funkcií zváračiek
- Odporúčané hodnoty zváracieho prúdu pre obaľované elektródy
- Vhodné druhy prúdu pre zváranie TIG pre rôzne zvárané materiály
- Podľa čoho vyberať zváračku - základný návod
Vážení návštevníci nášho e-shopu, ak nie ste odborníkmi na zváraciu techniku a zváranie, v krátkosti by sme Vám chceli dodať niekoľko rád pred kúpou zváračky. Rady pri kúpe zváračky Vám pomôže v správnom rozhodnutí. Najprv budeme venovať o úskaliach kúpy a ďalej sa pokúsime objasniť niektoré zaužívané výrazy pre špeciálne funkcie zváračiek.
Pozor!
Nevyberajte zváračku len podľa hodnoty maximálneho zváracieho prúdu. Dôležitejšie parameter je tzv. zaťažovateľ alebo tiež výkonová využiteľnosť. Ten nám udáva akým prúdom, pri určitej teplote okolia, môžete zváračku zaťažovať než dôjde k zapôsobení tepelnej ochrany zváračky. Podrobnejšie ďalej v tomto článku.
Zaťažovateľ sa meria u zváračiek Telwin podľa normy EU - EN 60974-1. Toto norma prikazuje merať tento parameter pri teplote okolia 40 ° C. Pýtajte sa preto predajcu pri akej teplote bol meraný jeho udávaný zaťažovateľ !!
Pýtate sa prečo sa zaujímať o teplotu pri meraní zaťažovatele? Pretože pri tom istom meraní zaťažovatele pri teplote okolia 20 ° C prebieha ochladzovanie zváračky podstatne intenzívnejšie a teda parameter zaťažovateľ by mal byť prakticky výrazne nižšia. Preto je korektné túto teplotu pri meraní zaťažovatele uvádzať v ponuke v technických parametroch ponúkaných zváračiek.
A teraz ako to funguje: meranie u firmy Telwin prebieha pri teplote okolia 40 ° C v 10-minútovom pracovnom cykle, ktorý je 100% času. Zváračka má napr. udávaný zaťažovateľ: 140 A pri 20% a 80 A pri 60%. Tento konkrétny parameter znamená, že pri teplote okolia 40 ° C, do zásahu tepelnou ochranou môžeme nepretržite zvárať prúdom: 140 A 2 minúty, potom ponechať pauzu k ochladeniu 8 minút. Alebo zvárať prúdom 80 A po dobu 6 minút a potom urobiť pauzu na chladenie 4 minúty. 10 minút = 100% Samozrejme ak je teplota okolia nižšia ako 40 ° C sú parametre zaťažovatele násobne priaznivejšie. Viac príkladov v tomto článku nižšie v kapitole Výkonová využiteľnosť - Zaťažovateľ. V praxi si predstavte situáciu za aké sa bežne pracuje: teplota okolia menej ako 20 ° C, zvárací prúd pre bežné zváranie 60-90 A. Priemerný čas na vytvorenie zvaru cca 1-2 min. Zvlášť u zváračiek MIG-MAG. Tiež Vás napadá otázka prečo kupovať neúmerne výkonnú a drahšie zváračku? Teraz už je to len na Vás.
A teraz ďalej k stručne k výberu zváračky. Každá zváračka, zvlášť tie zložitejšie, majú svoje špecifiká funkcií. Na vyžiadanie Vám zašleme český manuál ku každému typu.
Predovšetkým je potrebné vedieť, aký materiál budet zvárať. Ak budete zvárať oceľ bežných rozmerov, záleží akou metódou chcete zvárať. Tu je výber zváračiek pre zváranie MMA, MIG-MAG, TIG - pojmy sú vysvetlené nižšie. Potom už záleží len na výbere podľa ceny, váhy a výkonu. To je na každom z Vás. Ak budete zvárať hliník, zliatiny vyberajte skôr medzi modelmi označenými funkciami ako TIG / AC / DC LIFT / HF, Balance. Ak budete zvárať problematické hrúbky ocele a s dôrazom na estetiku, zaujímajte sa o zváračky s funkciou PULSE, PoP, Slope Down, Short Arc, Spray Arc, Bi-Level. Pokiaľ bude zvárať viac druhov materiálu jedným strojom zaujímajte sa o zváračky s funciou SYNERGY, PoP, Pulse, 2T-4T, Pulse, AC / DC, Slope Down.
Sprievodca názvov funkcií zváračiek
MMA (Manual Metal Arc) je metóda ručného zvárania elektrickým oblúkom s použitím obaľovaných zváracích elektród. Zdrojom pre zváranie môže byť napätie AC - striedavé (trafozváračky) alebo DC - jednosmerné (invertory) Takmer všetky obaľované elektródy sa pripájajú na ku kladnému pólu + zdroja. Zemniaca svorka sa pripojí k zápornému - pólu zdroja. Iba vo výnimočných prípadoch pri použití kyslých elektród sa vykoná prepólovaniu.
MIG-MAG (Metal Inert Gas- Metal Active Gas) je metóda zváranie kedy je prídavný materiál plynule dodávaný do miesta zvaru podávacím zariadením, prídavný materiál sa taví elektrickým oblúkom a tavenina je chránená pred atmosférickou oxidáciou inertným plynom, ktorý je dodávaný na miesto zvaru . Inak tiež metóda zváranie v ochrannej atmosfére.
FLUX je nová, moderná zvárací metóda podobná metóde MIG-MAG, kde ochranu inertným plynom nahrádza materiál odparený tavením zváracieho drôtu a chrániaci taveninu pred atmosférickou oxidáciou. Tento zvárací drôt (tiež nazývaný "dutinkový") je vlastne zvinutý pásik naplnený rutilovou alebo basickou náplňou s prímesami. Tento pásik je zvinutý, fixovaný zámočky na jeho okrajoch, aby nedochádzalo k jeho otváraniu a nakoniec vyžíhaný. Pri tejto metóde FLUX odpadá nutnosť použiť dodatočné plynové zariadenie pri všetkých výhodách ako má zváranie MIG-MAG. Keďže tavenina vzniká odtavovaním drôtu po jeho kruhovom obvode je rozstrekovaná jemnými kvapôčkami do taveniny, je zvar proti klasickej metóde MIG-MAG úhľadnejšia a zaoblený a homogénny. V dnešnej dobe, pri cene trubičkového drôtu už sa prevádzkové náklady svovnávají s nákladmi na zváraním s inertným plynom (platí pri zváraní ocelí) a odpadá manipulácia s fľašami.
TIG (Tungsten Inert Gass) alebo aj po nemecky WIG (Wolfram Inert Gass) - zváracie metóda TIG predstavuje zvárací postup, ktorý využíva teplo uvoľňované zo zapáleného elektrického oblúka, udržiavaného medzi neroztavitelnou elektródou (volfrám) a zváraným dielom. Wolframovou elektródu drží zváracia pištoľ vhodná pre prenos potrebného zváracieho prúdu, ktorá chráni samotnú elektródu a taveninu pred atmosférickou oxidáciou prostredníctvo prúdu inertného plynu (obvykle Argon Ar 99,5%), prúdiaceho z keramickej hubice. Môže sa použiť ručné pridávanie zváracieho materiálu, alebo zvárať len natavením okrajov zvarencov.
TIG DC (DC je jednosmerné výstupné napätie zváracieho zdroja) je druh zváranie vhodné pre čisté zváranie všetkých druhov uhlíkovej ocele s nízkym a vysokým obsahom zliatin a ocele s obsahom medi, niklu a titánu a ich zliatin. Pre zváranie TIG DC elektródou pripojenou na - pól sa obvykle užíva elektróda s 2% céru (s šedým pruhom)
TIG AC (TIG - AC je striedavé výstupné napätie zváracieho stroja) je druh zváranie kovov ako je hliník, bronz, mosadz, zliatiny, ktoré vytvárajú pri zváraní na tavenine ochranný izolačný oxid. Zmenou polarity zváracieho prúdu je možné "rozbiť" povrchovú vrstvu oxydu prostredníctvom mechanizmu nazvaného "ionické pieskovanie". Napätie na wolfrámovej elektróde je striedavo kladné (EP - napätie pozitívny) a záporné (EN - napätie negatívne). To sa deje regulovateľne cca 20-200x za sec. Obvykle sa používa zeleno označená elektróda s 99,8% volfrámu.
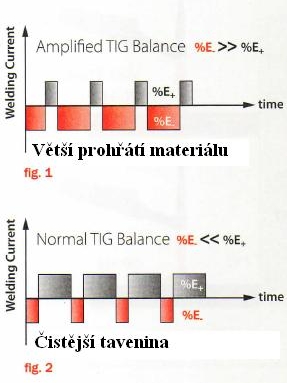
Počas doby EP je oxid odstraňovaný z povrchu, čím je umožnená tvorba taveniny. Počas doby EN dochádza k maximálnemu prenosu tepla na zváraný diel čo umožní jeho zváranie. Možnosť meniť hodnotu parametra "balance" v režime AC umožňuje znížiť dobu prúdu EP na minimum a umožniť tak rýchlejšie zváranie. Hodnotu parametra Balance možno meniť od 20% do 90% (percentuálny podiel EN na celkovej dobe). Vyššie hodnoty parametra balance umožňujú rýchlejší zváranie , vyšší prienik, koncentrovanejší oblúk, užší taveninu a obmedzený ohrev elektródy. Nižšie hodnoty umožňujú vyššiu čistotu zváraného dielu. Použitie príliš nízke hodnoty parametra balance znamená rozšírenie oblúka a odoxidované časti povrchu, prehrievanie elektródy s následnou tvorbou guličky na hrote a poklese jednoduchosti zapálenie oblúka a možnosti jeho nasmerovanie. Použitie nadmerné hodnoty parametra balance má za následok príliš "špinavú" taveninu, zašpinenú tmavými nečistotami.
Zvárací invertor je zriadenie, ktoré usmerní priamo bežné sieťové napätie, toto usmernené napätie potom elektronický obvod premení na striedavé napätie vysokej frekvencie. Toto vysokofrekvenčné napätie sa transformuje a usmerní na jednosmerné napätie použiteľné pre zváranie, tzv. DC napätie. V osobitných prípadoch sa ponechá výstup striedavý AC alebo, pri moderných prístrojov, sa elektronicky prepína polarita, potom hovoríme o striedavom výstupnom napätí AC.
Výhodou týchto invertorov je veľmi nízka váha, možnosť elektronicky upravovať priebeh výstupného napätia a tým ho prispôsobiť rôznym zváracím metódam. Ďalej veľká možnosť vybaviť tieto stroje ďalšími funkciami zvyšujúcimi komfort a kvalitu práce. Invertor je citlivé elektronické zariadenie, ktoré je potreba udržiavať v čistote. Ak pracuje v prašnom prostredí, je nutné ho po odobratí krytu vyfúkať 1-6x za rok (podľa prašnosti) stlačeným vzduchom a vyfúkať zanesené otvory chladiaceho zariadenia.
Ďalšie funkcie invertorov:
Arc force (MMA) na výstupe invertora je meranie zváracieho prúdu. Ak napr. Zvárač neudrží elektródu pri práci v konštantnej vzdialenosti od zvarence, obvod Arc Force pridáva a uberá prúd podľa parametrov oblúka a tým sa vytvára rovnomerný zvar.
Anti stick (MMA) obvod, ktorý pri zapaľovaní oblúka spozná, že by došlo k prilepeniu elektródy a ihneď obmedzí zvárací prúd a tým zamedzí prilepeniu elektródy
Hot štart (MMA) obvod, ktorý pri zapaľovaní oblúka nastaví parametre výstupu invertora tak, aby uľahčil ľahké zapálenie oblúka.
HF (TIG) týka sa invertorov a jedná sa o vysokofrekvenčné zapálenie oblúka bez styku elektródy sa zvarencom prostredníctvom iskry vyvolanej vysokofrekvenčným zariadením. Tento spôsob zapálenia oblúka nespôsobuje vznik volfrámových inklúzií vo zváracej kúpeli ani opotrebovanie elektródy a ponúka jednoduché začatom zváranie vo všetkých polohách pri zváraní.
Lift (TIG) týka sa invertorov a jedná sa o možnosť zapálenie elektrického oblúka oddialením volfrámové elektródy od zvarenca. Tento spôsob zapálenia oblúka spôsobuje menej elektromagnetického rušenia a znižuje na minimum výskyt volfrámových inklúzií a opotrebenie elektródy. Pri zapaľovaní oblúka sa ľahko doktneme elektródou zvarence a za stlačení tlačidla na pištoli oddialime 2-3 mm elektródu od zvarenca a tým zapálime oblúk.
Slope Down táto funkcia umožní postupný pokles nastaveného zváracieho prúdu v momente uvoľnenia tlačidla zváranie na hodnotu prúdu IBAS pre vyplnenie kráteru zvaru
Výkonové využitie alebo tiež zaťažovateľ - týka sa všetkých zváračiek a jedná sa o veľmi dôležitý parameter !!!
Zaťažovateľ Telwin udáva percentuálne čas, počas ktorého môže zvárací prístroj dodávať uvádzaný prúd pri teplote okolia 40 ° C. Vyjadruje sa v% na základe 10-tich minútového cyklu (napr. 60% = 6 min. Pri zaťažení a 4 min. = 40% času na chladenie.
Príklady:
Príklad prvý: udávaná hodnota zaťažovatele výrobcu je: zaťažovateľ 170 A pri 40% znamená 4 minúty práce (40%) pri prúde 170 A a 6 minút (60%) pauza na ochladenie.
Príklad druhý: zaťažovateľ 100% prúd 125A - táto zváračka je schopná pracovať prúdom 125A po dobu 10 minút (100%) bez toho, aby ju vypla tepelná ochrana.
Príklad tretí: zaťažovateľ pri Imax 45%: maximálny udávaný prúd zváračky 150A - teda pri maximálnom udávanom prúde zváračky 150A je zváračka schopná pracovať s týmto prúdom 4,5 min. (45%), potom sa musí 5,5 min. (55 %) chladiť.
Príklad štvrtý: Zváračka má udávaný zaťažovateľ: 140 A pri 20% a 80 A pri 60%. Tento konkrétny parameter znamená, že do zásahu tepelnej ochrany môžeme nepretržite zvárať prúdom: 140 A 2 minúty (20%), potom ponechať pauzu k ochladeniu 8 (80%) minút. Alebo zvárať prúdom 80 A počas 6 minút (60%) a potom urobiť pauzu na chladenie 4 minúty (40%). 10 minút = 100%. Pri prekročení týchto parametrov (pri teplote pracovného prostredia 40 oC) dôjde k zásahu tepelnej ochrany zváračky, zvárací prístroj zostane v pohotovostnom režime. Po ochladení zváračky na prevádzkovú teplotu tepelná ochrana zváračku automaticky späť zapne.
Hodnota teploty, pri ktorej je zváračka skúšaná, je veľmi dôležitá. Pri skúške o teplote napr. 20 ° C, sú udávané parametre zaťažovatele zváračky podstatne "lepší" ako pri meraní pri teplote 40 ° C !! Pri 20 ° C je ochladzovanie zváračky intenzívnejšie a údaj "zaťažovateľ" vyzerá opticky lepšie.
Naopak ak budete so zváračkou, skúšanou prí 40 ° C pracovať pri okolitej teplote 20 ° C, budú hodnoty "zaťažovateľ" prakticky 2- násobné.
ATC - (Advanced Thermal Control) funkcie zváračiek MIG MAG, ktorá umožňuje komfortné zvárať tenké materiály. Táto funkcia vyhodnocuje synergicky nastavené parametre zvárania a nedovolí nastavenie parametrov zvárania do oblasti, kde by dochádzalo k prehrievaniu zváraného materiálu. Je tak zaistený maximálny komfort pre obsluhu zváračky.
Systém WAVE OS - moderné MIG / MAG zváračky označené touto špecifikáciou sú vybavené komunikačným USB portom. Cez tento port je možné ukladať parametre zváracieho procesu. Príklad: základné parametre zvárania sú u týchto zváračiek nastavené synergicky. Tzn. nastavíme hrúbku zváraného materiálu, druh plynu, druh zváraného materiálu a zváračka si nastaví parametre sama. Obsluha môže vykonať ručne korekcie parametrov a takto nastavené parametre potom preniesť na osobný USB fashdisk práve cez komunikačný port zváračky. Tieto špecifické parametre sa ukladajú ako vlastné číslo programu. Cez komunikačný port je možné získať aj ďalšie informácie o prevádzke zváračky a sledovať tak napr. ekonomiku výroby apod.
Post Gas - nastaviteľná doba dofuku inertného plynu pri dokončení zváracie operácie
Burn Back - nastaviteľná doba dohorenie zváracieho drôtu od vypnutia spínača horáka pre dohorenie zváracieho drôtu k prievlaku
Short ARC (krátky oblúk) týka sa metódy MIG-MAG a je to režim odtavování drôtu kedy k oddeleniu kvapôčky dochádza následkom krátkych skratov na hrote drôtu v taviace kúpeli. (Až 200x za sekundu) Tento spôsob je vhodný pre: uhlíkové a nízkolegovanej ocele, nerez, hliník a zliatiny. Aplikácia: Zváranie vo všetkých polohách, na jemných povrchoch alebo pre prvý nános do obrúsených hrán, výhodou je menšia prenos tepla do zvarenca a dobre ovládateľná kúpeľ.
Spray ARC (rozstrekovanie oblúk) týka sa metódy MIG-MAG a je to režim tavenie drôtu pri vyšších prúdoch a napätie s porovnaním s režimom Short arc a hrot drôtu neprichádza do styku s tavnou kúpeľov - z nej vychádza oblúk, prostredníctvom ktorého prechádza kovové kvapky pochádzajúce z nepretržitého tavenia drôtu, teda bez výskytu skratov.
Tento spôsob je vhodný pre: uhlíkové a nízkolegovanej ocele, nerez, hliník a jeho zliatiny.
Aplikácia: Zváranie na rovnom povrchu, s hrúbkami materiálu min.3-4 mm (vysoko fluidný kúpeľ) rýchlosť nánosu veľmi rýchla, vysoké prehriatie zvarence.
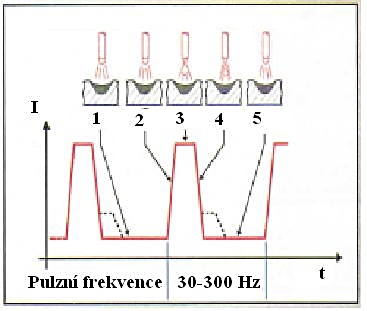
PULSE - je to funkcia zváračky, ktorá vie zmeniť priebeh zváracieho prúdu na pulzujúce, pulzy sa odohrávajú sa v kladnej půlvne zváracieho prúdu. Zváranie sa odohráva v modifikovanej forme režime "spray arc". Zvárací prúd pulzuje z minimálnej hodnoty na maximálnu a frekvencia impulzov sa dá nastaviť. Túto funkciu používajú zváračky TIG i zváračky MIG-MAG. Táto funkcia umožňuje lepšie zvárať tenké materiály. Priebeh zváracieho procesu je nasledovné: Zapáli sa oblúk vo fáze min. zváracieho prúdu a nahrieva sa zvarenec. V momente max. Hodnoty zváracieho prúdu dochádza k odtavenia kvapky zváracieho drôtu (MIG-MAG) a nánosu na zvarenec. Pulzácia je nastaviteľná zvyčajne v rozmedzí 30-300 Hz. Viď obrázok.

Tvar zváru
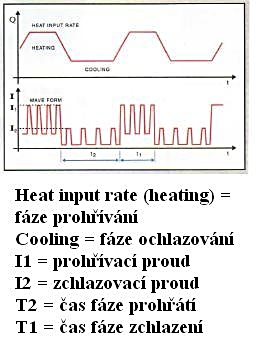
PoP - (Pulse on Pulse) základom tejto funkcie je funkcia PULSE s tým rozdielom, že pulzné priebeh zváracieho prúdu sa odohráva v minimálnej aj maximálnej úrovni oboch úrovní impulzov. Viď obr. Táto funkcia má výhody funkcie PULSE a ešte ju zdokonaľuje. Touto metódou sa zvárajú tenké materiály, zvar je podobný sváru metódou TIG, tavenina je nanášaná v oblučkoch. Viď obr. opäť je tu nastaviteľná frekvencia impulzov a časový úsek medzi pulzácií min. a max. úrovňou zvár. prúdu - na obr. t1 a t2. Tento režim prúdu je delený na fázu zahrievacie a ochladzovacie.
Použitie: uhlíkovej a nízkolegovanej ocele, nerez, hliník a jeho zliatiny. Aplikácia: zváranie v rôznych polohách, slabých a stredne silných materiáloch, ktoré rýchlo podliehajú účinkom tepla (hliník a jeho zliatiny) a tiež pri hrúbkach materiálu pod 3 mm.

Tvar zváru
SYNERGY (súčinnosť) táto funkcia umožňuje súbežne využívať niekoľko funkcií zváračky zároveň. Od výrobcu je pevne nastavené cca 15 programov pre rôzne druhy zváraných materiálov, meniť sa dá iba jeden parameter. Ďalej je možné v manuálnom režime nastaviť každý parameter zvlášť a uložiť do pamäte. Takto sa dá uložiť cca 10 rôznych osobných nastavení pre často sa opakujúce technologické postupy.
Režim 2T / 4T (režim dvojtakt-štvortakt) Dvojtakt-stlačením tlačidla na horáku sa uvedie zváračka do chodu, pustením tlačidla sa zastaví. Používa sa pri krátkych zvarov. Štvortakt - stlačením tlačidla sa spustí stroj a potom sa tlačidlo uvoľní a zváračka zostáva v činnosti. Ďalším stlačením a uvoľnením sa zváračka zastaví. Tento režim sa používa pri dlhých zvaroch, aby "nebolel" prst. Funkcia Štvortakt býva doplňovaná ešte funkciou Bi-Level, uvádza sa do činnosti krátkym stlačením ovládacieho tlačidla.
Bi-Level - táto funkcia umožňuje ovládacím tlačidlom v priebehu zvárania prepínať hodnotu zváracieho prúdu v dvoch úrovniach. Prvá úroveň je normálne nastavený zvárací prúd, druhá hodnota je prúd nižší, nastavený obsluhou, až na úroveň prúdu IBAS.
Pilot Arc - riadené, väčšinou automatické zapálenie oblúka, používa sa väčšinou u zváracích automatov
Odporúčané hodnoty zváracieho prúdu pre rôzne druhy obaľovaných elektród:
| Ø elektrody mm | 1,6 | 2 | 2,5 | 3,25 | 4 | 5 | 6 |
| Rutilové | 30-55 | 40-70 | 50-100 | 80-130 | 120-170 | 150-250 | 220-370 |
| Bazické | 50-75 | 60-100 | 70-120 | 110-150 | 140-200 | 190-260 | 250-320 |
| Celulosové | 20-45 | 30-60 | 40-80 | 70-120 | 100-150 | 140-230 | 200-300 |
Vhodné druhy prúdu zvárania TIG pre rôzne materiály:
| DC | AC | |
| Oceľ | * | |
| Nerezová oceľ | * | |
| Liatina | * | |
| Meď | * | |
| Nikel | * | |
| Titan | * | |
| Hliník | * | |
| Mosadz | * | |
| Bronz | * | |
| Zliatiny | * |